
由于我国的铁矿资源不能满足钢铁生产的要求,每年需要进口大师的铁矿石,因此,充分利用国内现有铁矿石资源显得尤为重要。我国铁矿虽储量大,但品位低、杂质多,97%以上需要选矿提高铁精矿品位。鲕状赤铁矿嵌布粒度极经车,是目前国内外公认的*难选的铁矿石类型之一。随着我国可利用的铁矿资源逐渐减少,研究鲕状赤铁矿的高效选矿技术已凸显重要性和紧迫性。
目前,我国钢铁人工业大师使用含碱外矿,碱金属成为影响高炉正常冶炼的问题之一。防止碱金属危害的主要措施是降低入炉铁矿石的碱金属含量。
贵州清镇地区赤铁矿属弱磁性矿物,铁矿物中赤铁矿占90%以上,脉石矿物主要为伊利石、云母等,为了得到高质量的铁精矿,着重研究了在提高精矿铁品位的同时降低钾含量工艺。
1、试样性质的研究
1.1、矿石的化学组成
贵州清镇地区的鲕状赤铁矿试样多元素分析结果见表1。

分析结果表明,试样铁品位较高,达到53.10%,钾含量为0.27%。
1.2、矿石矿物组成与组织特征
试样表面呈暗褐红色致密块状,无磁性,密度较大,有碳酸盐细脉分布。用反光显微镜观察,主要金属矿物为赤铁矿,含量85%~90%,其它为脉石矿物和碳酸盐。矿石组织特征为:致密块状构造、细脉状穿插结构、针状结构、填隙结构等。
2、选矿试验研究
2.1、重选-反浮选工艺流程试验研究
为了探索重选回收本矿石的可行性,采用分选精度较高的φ400mm×340mm螺旋溜槽和φ80mm旋流器设备进行预富集和分级。再将重选精矿在20%矿浆浓度下用MYR1捕收剂反浮选提高铁品位,用量为400g/t,试验结果见表2。

试验结果表明,该工艺精矿产率较低,回收率也很低,工艺指标不理想。
2.2、强磁选-反浮选工艺流程试验研究
细粒强磁选采用XCSQ-50×70湿式强磁选机分选,对磨矿细度、磁场强度和给矿浓度进行了试验研究。
2.2.1、磨矿细度对磁选指标的影响
取500g试验样,按65%的固体重量浓度,在XMQ-67型φ240mm×90mm的锥形球磨机中进行磨矿,用不同的筛子进行湿式筛分,将筛上部分烘干后称重,计算对应磨矿时间下的细度,所用磁感应强度为930mT,试验结果见表3。
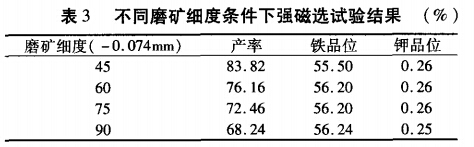
试验结果表明,随着入选粒度的下降,精矿铁品位略有升高,钾品位基本没有变化。
2.2.2、磁场强度对磁选指标的影响
在-0.074mm占90%条件下,磁感应强度分别为530、770、1020、1080mT进行磁选试验,试验结果见表4。
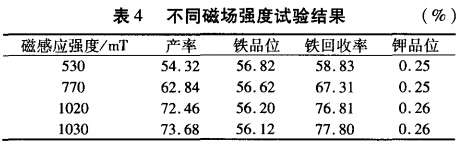
试验结果表明,随着磁选磁感应强度的增加,磁选精矿铁品位缓慢降低,回收率增加较快,钾含量略升。
2.2.3、给矿浓度试验结果
为了考察给矿浓度对选别指标的影响,在磁感应强度为930mT,-0.074mm占90%条件下进行对比试验,结果见表5。
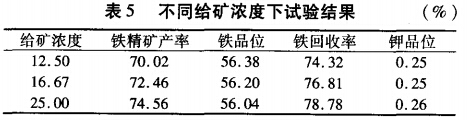
试验结果表明,随着给矿浓度的增加,磁选精矿铁品位略降,铁回收率增加,钾含量略升。因此,在不影响生产能力的条件下,应选择较低的给矿浓度。
2.2.4、强磁精矿反浮选试验
为进一步提高铁精矿质量,将磁选精矿进行反浮选。浮选采用NaOH做调整剂,用量为1kg/t;用淀粉作抑制剂,用量为2.5kg/t;用CaO作活化剂,用量为600g/t;用MYR1为捕收剂,用量400g/t。反浮选结果见表6,经过反浮选,精矿铁品位略有上升,钾含量有小幅下降。

2.3、磁化焙烧-磁选-反浮选工艺流程试验研究
取-2mm原矿与煤粉混合进行还原焙烧,煤粉添加量为5%,焙烧温度800℃,焙烧时间60min;再用CXGS-99型磁选管,以150mT磁场强度进行磁选;磁选后用MYR1捕收剂进行反浮选,用量为400g/t。磁化焙烧-磁选-反浮选结果见表7。

磁化焙烧后进行弱磁选,可有效回收铁,反浮选后,铁精矿的铁品位达到61.27%,钾品位降到了0.20%,铁回收率达到了87.39%,取得了较好的选别指标。
2.4、以上三种工艺方案的比较
为了便于比较,将3种选别方法所得精矿品位和回收率集中列于表8。
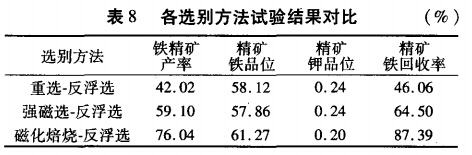
从表8可见,焙烧磁选-反浮选法的精矿指标好于其它两种工艺指标。
3、结论
通过磁化焙烧-磁选-反浮选工艺可以得到铁品位为61.27%的较高品位的铁精矿,铁的回收率达87.39%。铁精矿的钾含量可以降到0.20%,达到了较好的选别指标。




